



3.0M Shot Blasting Pretreatment Line
[Search Related Products]

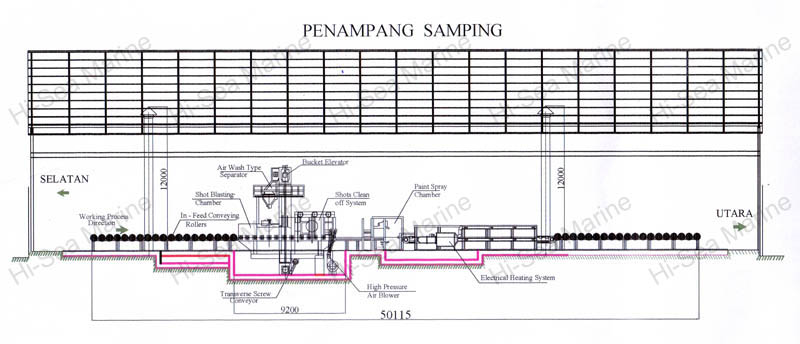
The steel plate shot blasting pretreatment line consists of feeding and blanking roller,shot blast system, dust removing system, testing roller, automatic paint-spraying system, drying System, as well as electrical control system (including a workpiece detector). It is applied to remove the rust, scale and contamination on the steel surface, so as to make the surface clean, bright but with a certain coarseness, by which the paint film can attach to the steel surface more firmly, hence the surface quality and the anti-corrosion capacity of products are improved. The primer (inorganic zinc silicate) automatically pre-painted after shot-blasting, can prevent the steel from being secondarily contaminated and rusted during operation in the workshop. And, the surfaces of the products are clean, unrusted, uncontaminated for final painting.
This line, with a total length of 54m, designed and manufactured on the base of advanced experience native and abroad, has been furnished with a variety of properties, such as high technology, ideal structure, long duration, easy handling and maintenance and high efficiency.
In the electric central controlling room are installed a TV touch screen, a TV monitor, whereby the operations can be controlled intuitively and the failures are observable. Meanwhile, through the TV monitor, the feeding and blanking statuses along the pretreatment line also are in view.
In case there should be some urgencies and the machine should be stopped in no time, buttons of EMERGENCY STOP are installed at the upper blanking roller, shot blast chamber and paint sprayer in the general control room.
Technical parameter
1. Processable workpiece
1.1 Specification of processable steel plate
Thickness: 6~40mm
Width: ≤3000mm
Length: 2000~15000mm
1.2 Specification of processable profiled bar
Length: 3000~15000mm
Maximum section dimension of profiled bar: Width * Height 1500×300mm
2. Speed:
2.1 Transportation speed of roller belt V=0.8~3.5m/min
2.2 Processing speed
When processing steel plate: (steel plate in class B) V=0.8~3.0m/min
When processing profiled bar: (profiled bar in class B) V=0.8~2.0m/min
3. Quality criterion:
3.1 The cleanness of steel plate surface should conform to GB8923-88 (Steel plate in class B) Level Sa2.5
3.2 Roughness of steel surface should conform to GB1031-83: Ra40~70μm
3.3 Thickness of paint film (dry): 15~25μm
4. Environment protection criterion:
4.1 Equipment’s noise should conform to GBJ87-85 ≤95dB
4.2 Density of powder and dust emission: The emission density at the exit after air purifying should conform to GBJ4-73: ≤80mg/m3
|
Name |
Unit |
Technical Data |
|
Max loading of conveying rollers |
t/m |
1.5 |
|
Delivery speed |
m/min |
0.5~5 |
|
Working speed for steel plate |
m/min |
0.5~2.5 |
|
Working speed for steel profile |
m/min |
0.5~1.5 |
|
Annual output |
t |
50000 (250 working days, 8 hours / shift) |
|
Surface quality |
|
Sa2.5 GB8923-88 |
|
Paint film Thickness |
μm |
15~25 |
|
Temperature in drying chamber |
℃ |
40-70 |
|
Compressed air consumption |
cbm/h |
6 |
|
Mpa |
0.4~0.8 |
|
|
Dust Emission density |
mg/cbm |
80 |
|
Noise of whole equipment |
dB |
≤85 |
|
Power of whole line |
kw |
About 395 |
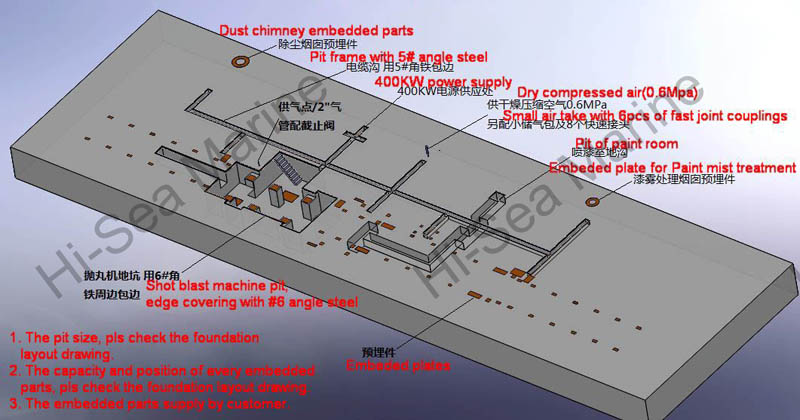
The Foundation Drawing:
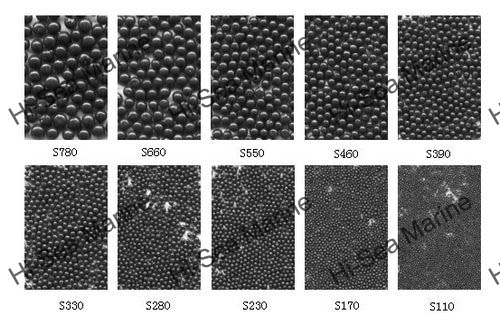
The balls:
Related products for "3.0M Shot Blasting Pretreatment Line" 28 Products found
 1.2M Steel Plate Pretreatment System
1.2M Steel Plate Pretreatment System Sand Blast Machine
Sand Blast Machine Direct-Coupled Ramming Head
Direct-Coupled Ramming Head Sand Blasting Room
Sand Blasting Room Rubber Belt Abrasive Blasting Plant
Rubber Belt Abrasive Blasting Plant H Shaped Shot Peening Equipment
H Shaped Shot Peening Equipment Hook Type Shot Blasting Device
Hook Type Shot Blasting Device Horizontal Movable Shot Blasting Machine
Horizontal Movable Shot Blasting Machine Efficient Impeller Head
Efficient Impeller Head Sand Blasters Industry
Sand Blasters Industry Single Route Hook Blasting Surface Equipment
Single Route Hook Blasting Surface Equipment Hook Type Shot Blasting Processor
Hook Type Shot Blasting Processor Steel Plate Shot Blasting Painting Machine System
Steel Plate Shot Blasting Painting Machine System Pipe Blasting Cleaner
Pipe Blasting Cleaner Shot Blasting Machine
Shot Blasting Machine Sandblasters of Shot Blasting Machine
Sandblasters of Shot Blasting Machine Steel Peening House
Steel Peening House Steel Pipe Sand Blasting Machine
Steel Pipe Sand Blasting Machine Apron Sand Blasting Machines
Apron Sand Blasting Machines Shot Blasting Machine Factory
Shot Blasting Machine Factory Pneumatic Recovery Sand Blast Room
Pneumatic Recovery Sand Blast Room Belt-wheel Impeller Head
Belt-wheel Impeller Head Steel Tube Shot Blasting Machine
Steel Tube Shot Blasting Machine Q3210 Abrating Cleaning Chamber
Q3210 Abrating Cleaning Chamber Shot Blasting Machine Manufacturer
Shot Blasting Machine Manufacturer H-Beam Shot Blasting Equipment
H-Beam Shot Blasting Equipment Hook Airless Blast Cleaning Machine
Hook Airless Blast Cleaning Machine Steel Plate Abrator
Steel Plate Abrator
